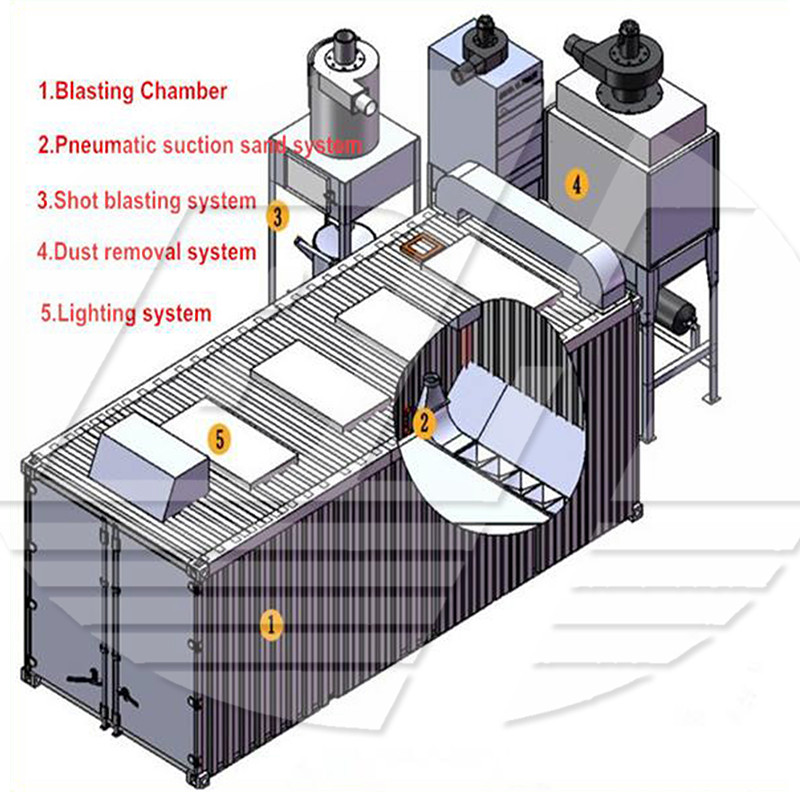
BHQ26 scrinium sandbast by manual
1. quid sit harenae inspiratione scrinium
Nonnulli etiam machinis sandblastreis appellant, piscinam uredinem arenam, crepitum arena portatile, machinis sandblatationibus apertis et sic porro.Diversa nomina, sed idem significantia actu.Potest operari separari, sed in pluribus locis rubigine offa operatur.


Compositio arenae inspiratione scrinium --
Generaliter, tium ut sequentia;
1).arenae rubigine piscinae;
Crassitudo lamellae ferreae pro diversis voluminibus piscinae et radix machinae sandblandae differt.Maius volumen, ferrum crassius.Hoc maxime determinatur per officinam pressionis vasis in re actuali.
Duo sunt genera valvae harenae et valvae harenae: manuale vel pneumaticum.Manually, necesse est ut arenam valvulam manualem aperiat, et gas ipso gasi aperitur.
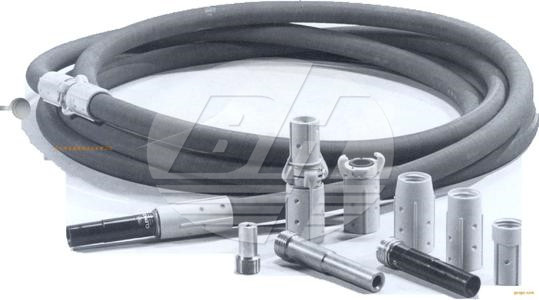
II) .Sandblasting fistula (vexillum est 10m/20m)
III) .Safety valvae
Usus pressionis piscinae sandblandae plerumque 8KG est.Munus valvae securitatis Cum pressura gas 8KG excedit, sponte deflate erit.Itaque ut tristique praesidio sandblasting
4).Sandblasting gun: Secundum materiam dividi potest in carbidam boron, mixturam ferri, carbidam, ferrum et cetera.
Maxime durabile est carbide boron, et vita servitii fere 500-700 horarum est.
Secundo, vita functio carbidi et mixturae chalybis plerumque 300-400 horis;
Ferrum nonnisi ad X horas adhiberi potest, pauci homines eo usi sunt.
Systema electronicum imperium ceterarumque partium.
2.Working principium portable sandblaster
Principium operans arenae uredine machinae a uredine emissae diversae sunt.Sagittarius uredine machina utitur vi centrifuga ad uredinem emissam praestandam.Apparatus uredo arena potens est aere compresso et ramis abrasivis (tam metallicis et non-metallicis arenis) in superficie fabricae.Ob impulsum pressionis, laesura in piscina arena per valvae harenae et fistulam inspirationis ad imbre sclopeto transit, et in magna celeritate abrasiva eiicitur, quae proprietates mechanicas superficiei superficiei exterioris mutat.Ob impulsum et sectionem effectus laesurae in superficie fabricae , Ad obtinendum aliquem gradum munditiae et diversum asperitatis in superficie fabricae , mechanicas proprietates superficiei operis emendavit , sic lassitudinem resistentia in workpiece emendavit ; auget adhaesionem inter eam et lituram, et membranae duritiem exten- dunt, etiam ad aequationem et ornatum tunicae, immunditias tollendas, strepitum et strata in superficie oxydatum, dum superficiem medii exasperant, causando. residua vis in superficie subiectae et duritia superficiei subiectae meliori.
3.Main specificationem pro portable harenae blaster
4. Power damnum offa inspiratione tristique
1).Fons aeris configuratio machinae sandblantis plerumque 6m³/min est (aeris consumptio unius spumae sclopetis, si N est, inquisita fons aeris figuratio est N*6m³/min.
| Item Type | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Volume of in-lacus (m3) | 0.5 | 0.7 | 0.82 | ||
| Aer pressura (Mpa) | 0.5-0.6 | 0.5-0.6 | 0.5-0.6 | ||
| Dosis emissa (qua- les=φ10) (kg/h) | 1800-2280 | I gun | 1800-2280 | I gun | 1800-2280 |
| 2 sclopeta | 3600-4560 | 2 sclopeta | 3600-4560 | ||
| Aeris consummatio (m*3/min) | 6.1 | I gun | 6.0 | I gun | 6.0 |
| 2 sclopeta | 12.0 | 2 sclopeta | 12.0 | ||
| Longitudo tubi uredine (mm) | 7000 | 7000 (2pcs) | 7000 (2pcs) | ||
| Imperium modo | Remota potestate | Remota potestate | Remota potestate | ||
| Dimensio (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Pondus (kg) | 396 | 500 | 690 | ||
2).Pressio aeris requisita ab machina sandblatratione 0.5-0.6mpa est (si pressio preme est, sandblatatio infirma erit et effectus purgatio afficietur).
3).Moles sandblasting/shotblasting per hora machinae sandblasticae 1800-2100 kg est.
IV) .Application range of sandblasting
a.Prae-curatio: ante omnes curationes uredine operiuntur, ut electroplatandi, picturae, spargendi, etc., superficies omnino munda est, et simul adhaesio et corrosio tegimentorum strato resistentia magnopere emendavit.
b.Ante curationem partium superficies purgans: descendens, residua et sordes partium metallicae, ut fusurae, partes terunt, partes glutino, partes curationis caloris;superficies purgatio productorum non-metalicorum, remotionem macularum nigrarum in superficie blanks ceramicae et reductione pingendi Pattern, etc.
c.Refurbisio partium antiquarum: refurbisuratio et purgatio omnium partium moventium ut autocineta, motorcycles, instrumenta electromechanica, etc. Simul lassitudines eliminant vim et vitam servitutis extendunt.
d.Processus finiens in superficie operis: omnia metalla producta et producta non metallica (plastic, crystallum, vitrum, etc.) vestigia superficiei eliminantur, et argon nebula superficiei curatio productam upgrade superficiem facit.
e.Finge curatio: Argon levis nebula superficiei curatio formae superficiei, productionis graphicae, et purgatio fingunt, ne superficies formae laedat, formae subtiliter curet.
f.Curatio Burr: Partes machinae cum lappa parvae tolluntur et partes plasticae infusionis partes eliminantur.
g.Reparatio retractationum productorum: remotio producti inconveniens efficiens, remotio colorandi in superficie et amotio typographica.
h.Roborans: auget duritiem partium metallicae superficies et accentus eliminat, ut superficies curatio laminarum aircraft, fontium, machinarum instrumenta et arma.
ego.Etching et anti-LABOR processus: exemplaria, textus et anti-LABOR curatio in superficie metallorum productorum et productorum non metallorum, ut: marmora, ansas anti-labarum, signacula, litterae stelae, etc.
j.Curatio denim vestimentorum: Vestis denim matte, albicans, et cattus whisker effectum obtinet.
5. Commoda sandblast scrinium;
1).Partes metallicae machinae sandblaetae basically non laeduntur, et accuratio dimensiva non mutatur;
2).Superficies partis non contaminatur, nec laesura cum materia partis chemica congruunt;
3).Machinae sandblatationis partes inaccessibiles ut sulci et concavi, et variae moles abrasivorum magnitudines in usum deligi possunt;
4).Sumptus processus multum deminutus est, maxime reflexus in emendatione operis efficientiae machinae sandblaetae, quae variis superficialibus requisitis perficiendis occurrere potest;
5).Humilis industria consummatio et humilis sumptus;
6).Donec rhoncus elit non ante scelerisque, non hendrerit mauris pretium.